
发货:3天内
发送询价
在弯曲过程中,金属材料的塑性变形和弹性变形是同步的。当弯曲结束时,由于恢复弹性变形而产生回弹。回弹现象直接影响工件尺寸精度,因此需要对其进行控制。为此采取的技术措施有:角度补偿法。如果工件的折弯角为90°,则折弯机下槽口(V形)的开口角度可选择78°。压力时长增加校正率。当弯曲终了时,通过加压修正,延长弯曲机上模、工件和下槽的接触时间,以增加下槽角部的塑性变形,使拉压区内纤维的回弹相互抵消,从而减小回弹。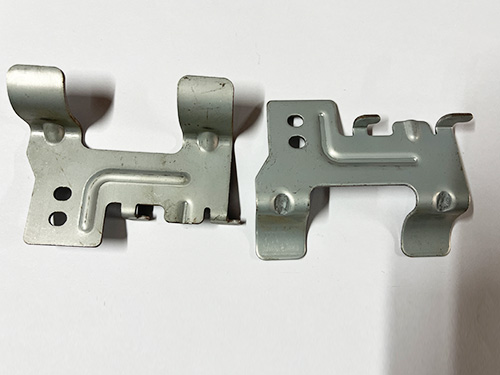
 金属折弯件生产时常见的问题及在冲压加工中容易出现的问题
金属折弯件生产时常见的问题及在冲压加工中容易出现的问题(一)、金属折弯件生产时常见的问题
金属折弯件与铸件、锻件相比,具有薄、匀、轻、强的特点。折弯可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提其刚性。由于采用模具,工件精度可达微米级,规格一致,可以折弯出孔窝、凸台等。在生产拉伸折弯件时可能会产生这样或者那样的问题,那么我们就来了解一下吧。
金属折弯件生产时常见的问题:
1、金属折弯件模具闭合高度过低,冲头切入刀口部位过长调整闭合高度;
2、冲头刃口不锋利重新研磨刃口;I.冲头表面拉伤,脱料时受力不均重新换冲头;
3、下模废料堵死刀口,造成冲头断重新钻大落料孔,使落料顺畅;
4、冲头的固定部位(夹板)与导向部位修配或重新线割入块使冲头上下顺畅(打板)偏移;
5、冲头过细,过长,强度不够重新换冲头类型;
6、金属折弯件材料定位不当,造成冲孔冲头切单边,调整定位或送料装置因受力不均断裂;
7、打板导向不良,造成冲头单边受力重新修配打板间隙;
8、冲头刀口太短,与打板干涉重换冲头,增长刀口部分长;
9、冲头固定不好,上下窜动重新固定冲头使之不能上下窜动;
10、冲头硬度过高,冲头材质不对换冲头材质,调整热处理硬度。
(二)、在五金冲压折弯件中容易出现的问题
五金冲压折弯件是一种常见的五金冲压折弯件,工艺方面也是相对比较简单的,但在实际生产中,或多或少也是会出现一些问题的,比如外观不良、尺寸不符合标准,出现裂纹、凸起、压痕、滑料的质量问题等。以下是我们总结出的五金冲压折弯件在五金冲压折弯件中容易出现的问题,希望对您有帮助。
1、折弯后冲压折弯件尺寸不达标或者形状有偏差
加工的钢板都是具有一定的回弹性的,在开模前一定要将材料的回弹性考虑进去,在设计不锈钢或者弹簧钢五金冲压折弯件时,在正式确定折弯模具尺寸前先对回弹量进行试验。
2、产品表面质量不良
五金冲压折弯件表面质量不良主要有:划伤、拉伤、凹点等等。主要是由于模具表面光洁度不好、模具硬度热处理不合理、折弯模具圆角过小或有损坏的地方。另外,钢板的厚度不标准或者材料不合格也会导致产品外观不良。
3、折弯处出现裂纹
(1)、材料选择不当
原材料的塑形不好,硬度过高,脆性过大。
(2)、折弯方向选择不当
在折弯时,一定要将折弯方向与材料轧纹方向相同,而对于需要双向折弯的五金冲压折弯件,折弯方向要和轧纹方向成45度的夹角。
(3)、摩擦力过大
在折弯时,可根据实际的加工情况,采用润滑。
(4)、模具圆角过小
模具圆角也就是折弯的弯曲的半径,通常根据材料的厚度确定,如果材料过厚而圆角过小,就容易出现裂纹。
沧州德帮汽车配件制造有限公司(http://www.dbqcpj.com)主营各种五金冲压拉伸件、不锈钢拉伸折弯件、不锈钢五金冲压件拥有各类大、小压力机(冲床)及相应的配套设备。把产品的质量和客户的满意作为公司的追求,努力提高产品的质量和性能,欢迎新老客户前来选购。