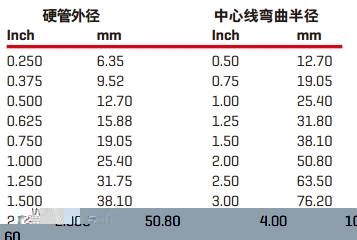
折弯半径
表1中所示的标准弯曲半径可以在样机试制或者量产中使用现成的工装以及设备,方便现场硬管总成的制造。
表1 -硬管弯曲半径
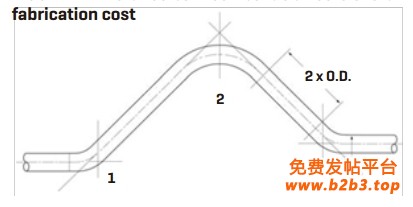
如何使制造成本最小化
弯折处之间的距离以及弯曲半径对于优化硬管加工的成本同样重要。一个弯折切线到相邻弯折切线的距离应该至少为硬管外径的两倍(见图1)。对于薄壁管而言,应该尽可能的增加两个弯折处之间的距离。
弯管时,硬管的金属材料会被拉伸。所以如果一个弯折过于接近管端时,需要进行整理。如果弯折处切线与管端之间的距离大于2倍外径时,管端处原始外径可以有效保持。
图1
免责声明:文章来源于网络,版权归原作者所有,如有侵权请联系删除